Metal Band Saw Blade
Home » Metal band saw blade
All You Need To Know About Metal Band Saw Blade
Metal band saw operators often consider the following three questions: How will my metal band saw blade perform? How long can it be used? How much should I spend on a bandsaw blade? These three interrelated issues really boil down to one question: How can you achieve the lowest material removal cost per unit area while maintaining acceptable machined surface quality?
Metal band saw blades are divided into bi metal band saw blades and carbide band saw blades. The following description can help us optimize the cutting efficiency of metal band saws and reduce the cutting costs of metal band saw blades.
Metal materials come in a variety of shapes and materials, including solid and special-shaped materials, ordinary carbon steel, difficult-to-cut high-alloy materials (such as high-speed steel), etc. Currently, there is no metal band saw blade on the market that is suitable for all types of cutting. Therefore, we must configure suitable metal band saws and metal band saw blades for each material, replace different types of bandsaw blades according to specific situations, or choose a universal band saw blade that is most suitable for the current situation. After choosing a band saw and band saw blade, you must use it scientifically. Understanding the principles of material cutting and tooth selection will help us use the band saw blade better.
This article discusses what makes the metal band saw blade the right band saw blades for certain applications. We’ll guide you through material, the various types, features, as well as the things you should consider when buying it.
Metal Band Saw Blade: What It Is
Metal band saw blades are used for cutting various metal materials. They are divided into bimetallic band saw blades and carbide saw blades. They are divided into many types and specifications: tensile-resistant tooth type, multi-chip divided tooth type, universal divided tooth type, and general non-divided tooth type.
The Ultimate Guide Of Metal Band Saw Blade
Band Saw Sizes, Types, Uses and More
About the hardness of the
metal band saw blade tip
Chapter 1
About the material of the
metal band saw blade tip
Chapter 2
Selection of metal band saw blade specifications
Chapter 3
Other factors for metal band saw blade
Chapter 4
Types of Bi Metal Band Saw Blades
Chapter 5
Types of Carbide band saw blades
Chapter 6
Chapter 1
Hardness and toughness of metal band saw blade tips
The hardness of the metal band saw blade tooth tip is inversely proportional to the tooth tip toughness.
Metal band saw blade tip hardness
Tooth tip hardness is an important aspect to consider when cutting materials such as stainless steel and alloy steel.
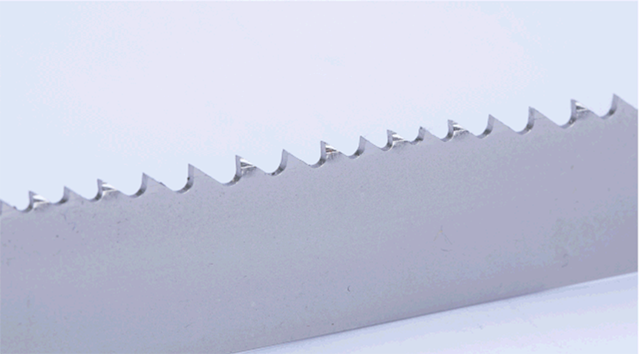
When sawing a large area of solid material, the stress generated by the tooth tip after the initial impact tends to be uniform in intensity and direction. From the cutting entrance to the material cutting exit, the tooth tip maintains continuous contact with the metal being cut. Due to the initial contact, No impact occurs afterward, so the tooth tips are not subjected to excessive stress as they advance through the material to form chips. The life and performance of metal band saw blades in such applications depend on the wear resistance of the tooth tips, which in many cases Much depends on tip hardness and tooth geometry or rake angle.

Metal band saw blade tip toughness
Tooth tip toughness is very important when cutting steel sections, pipes and bundled materials.
When cutting steel, pipes and bundled materials, the tooth tips will be impacted multiple times with different intensities from different directions. Taking cutting a steel pipe as an example, the saw teeth first cut into a wall, passed through an open space, and then hit another Blocking the wall, the second impact may be more violent because the saw teeth are pushed forward by the speed and downward feed force of the metal band saw blade; this can also occur when sawing other shapes of steel (such as angle steel, channel steel, and I-beams) Similar multiple impacts; when cutting in bunches, the number of impacts suffered by the tooth tips will be doubled compared to a single solid material with the same cross-sectional area. These repeated impacts and the stress they generate will cause the tooth tips to chip or lose teeth. In real applications, some band saw blade failures are caused by these repeated impacts rather than excessive wear on the tooth tips. Therefore, metal band saw blade manufacturers often need to design and manufacture the tooth profile to be strong enough to withstand these impacts, and still cut at a relatively efficient speed, while keeping the workpiece surface smooth and avoiding secondary cutting processes such as filing and grinding. Such a band saw blade has the lowest cost per cut and the highest value.
Chapter 2
Metal band saw blade tip material, bi metal or carbide?
With the emergence of new band saw blade products such as coated bimetal band saw blades and coated carbide band saw blades, the cost of band saw blades has increased. You can calculate the cost of using various band saw blades in detail based on actual sawing conditions. If users only need to cut a small amount of high-alloy materials, bimetallic band saw blades are still the best choice for cost-effectiveness.
Bi Metal Band Saw Blade
Finding the right metal band saw blade type and tooth pitch requires reference to the specific metal band saw type and specifications, as well as the cross-sectional size and shape of the most commonly cut materials and the material of the material being cut.
Most metal band saw blades used for cutting metal are bimetallic band saw blades with high-speed steel as the tooth tip (the tooth tip hardness is generally 65HRC ~ 69HRC). The tooth tip of this type of band saw blade has relatively high toughness and can withstand frequent impacts when sawing profiles. The tooth tip is hard enough to continuously cut solid materials and thick-walled pipes, and can even withstand the occasional cutting of high-alloy materials. Wear and heat caused by steel. In order to be more suitable for cutting profiles, many band saw blade manufacturers have also designed the shape of the teeth to be more impact-resistant, such as tensile teeth and turtle teeth; and in order to be more suitable for cutting large solid materials and cold work die steel, etc. For difficult-to-cut materials, the tooth profile of the bi metal band saw blade is designed to be a more wear-resistant tooth tip shape or a tooth profile that reduces cutting force, such as high and low teeth.
Some bimetallic band saw blades have coatings, such as titanium nitride, making them suitable for applications where traditional bimetallic and carbide band saw blades fail, such as dry cutting. The heat treatment process of band saw blades is another means for band saw blade manufacturers to achieve a balance of hardness and toughness when manufacturing bimetal band saw blades. The toughness and wear resistance of band saw blades with different heat treatment processes will be different.

Carbide band saw blade
If the user is mainly sawing and processing high-nickel alloy steel, they should use a carbide band saw blade with carbide as the tip material. The tip of the saw blade is carbide with better impact resistance (the bending strength is higher than that of carbide). Medium to very high) – The tooth tip hardness reaches 91.5HRA (76HRC), used for cutting high alloy steel and stainless steel grades. The tooth shape is suitable for efficient cutting and mass production. Cutting high-strength materials such as nickel-based alloys requires greater cutting force to cut the material and form chips. In this case, a large amount of heat will be generated on the front surface of the tooth tip, which places higher requirements on the red hardness of the tooth tip. The red hardness of cemented carbide is much higher than that of high speed steel. Because carbide tooth tips can withstand more heat, carbide is the best choice when cutting large quantities of materials such as high-temperature alloys, Inconel, Monel, Hastelloy, titanium and titanium alloys.
Chapter 3
Selection of metal band saw blade specifications
Metal band saw blade width: Try to choose a wider metal band saw blade, unless you are cutting curves.
Rake angle: Choose an appropriate rake angle according to the material and shape to be cut. It is suitable to choose a tooth type with a larger rake angle when cutting thick-walled pipes and solid materials. However, the rake angle does not need to be so large in profile cutting and bundle cutting.
Tooth shape: There are many ways to choose the tooth shape, such as:
- Tensile teeth: profiles, thin-walled pipes.
- High and low teeth: solid austenitic stainless steel, medium alloy steel, high hardness mold steel.
- Deep groove teeth: Large medium and low carbon steel, requiring good chip removal ability.
Tooth pitch: Choose different tooth pitches for different material specifications. Generally, the cutting force of a small metal band saw is small, and the maximum number of teeth on the material should not exceed 24. However, for a large metal band saw with strong horsepower, the maximum number of teeth on the material can reach 40. Or even 48. Generally, 12 teeth on a small band saw is the best choice. However, when cutting very thin-walled materials, ensure the appropriate number of teeth on the material and choose a tooth type like 14tpi. Its impact resistance is far inferior to that of 5/7 and 8/11 teeth. Therefore, if there is a tooth pull, it is better to use 5/7 teeth or 8/11 teeth will be more suitable, but if the tooth tip wear failure is the main problem, then 14tpi is selected.

Tooth tip peeling (tooth pulling)
Peeling off of the tooth tips is one of the main characteristics of metal band saw blade failure (called “tooth pulling phenomenon” in the industry). This usually occurs due to overloading of forces on the tooth tips, particularly when cutting profiles and bundled materials, where the tooth tips are repeatedly struck as they cut into the material. We can analyze why tooth tip peeling occurs based on the structure and stress mode of the band saw blade and find a solution to tooth pulling.
As shown in Figure 2, the resistance of the saw teeth to the cutting force (X) causes tension along the rake face. There is a weld between the tooth tip and the base of bimetal band saw blades and carbide band saw blades. The weld seam and its vicinity are areas where cracks are prone to occur in the band saw blade. Galling occurs when the cutting force (X) acting on the cutting surface (rake angle) exceeds the fracture strength of the weld. In traditional band saw blades, cutting forces and stresses are very concentrated, making welds more susceptible to breakage. Changing the tooth tip geometry can disperse the force to a larger area, thereby reducing the probability of weld fracture (tooth pulling) (see Figure 3). You can also reduce the intensity of the impact force at the weld through the design of the tooth profile. , to reduce the probability of tooth pulling.
Chapter 4
Other Factors About Metal Band Saw Blade
Metal band saw blade selection is very important, but it is not the only factor when we want to cut through metal efficiently and cleanly with less frequent band saw blade changes. Other considerations also need to be considered:
- Metal Band Saw Type and Condition: A good, well-maintained, vibration-free band saw will result in better, faster cuts and longer band saw blade life. Band body wear patterns on metal band saw blades may indicate that the saw wheels need adjustment or that there is a problem with the guide wheel guide blocks.
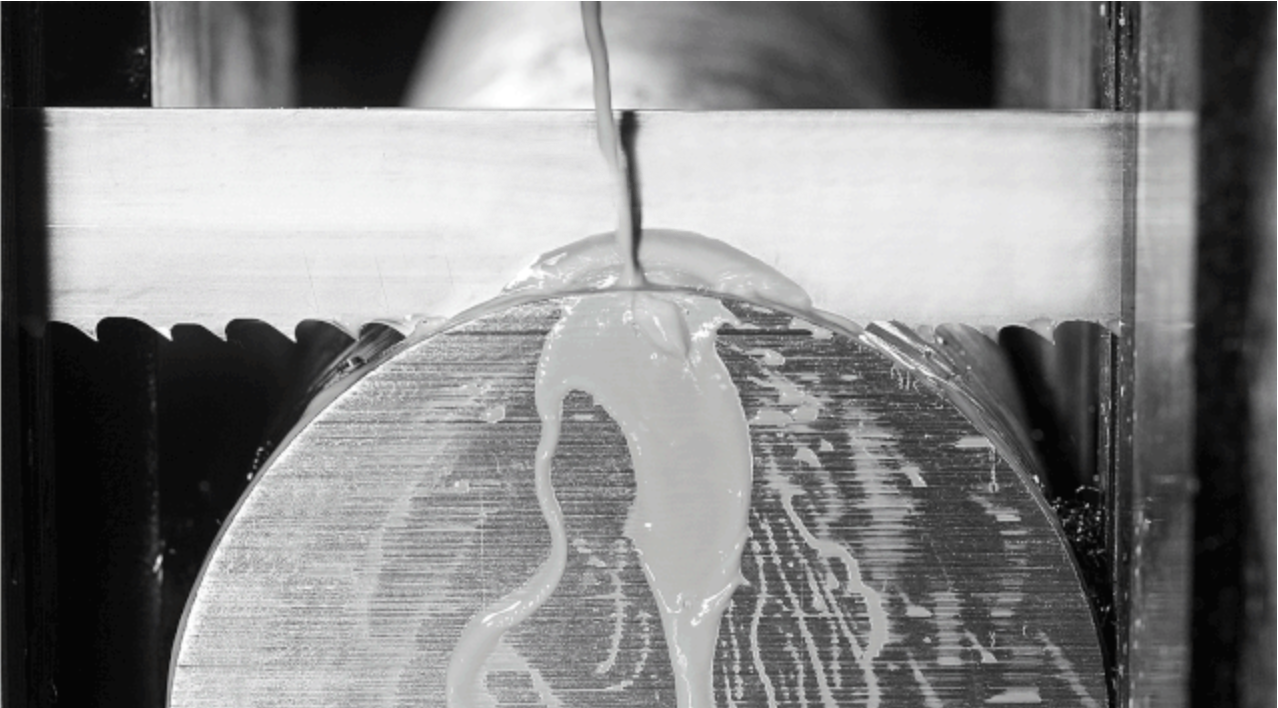
- Coolant: Using the correct coolant, selecting the appropriate coolant and concentration can significantly improve the cutting performance and life of the metal band saw blade.
- Operator skills: Does the operator know how to observe and determine whether the metal band saw is operating normally and whether it can operate the band saw correctly? Does he have the right “feel” especially when using a manual feed system? Do you know how to adjust the parameters of a metal band saw for different types of materials? Can he determine if the band saw blade and band saw are operating correctly by looking at the chip shape? Can he identify problems that need to be addressed?
Chapter 5
Types of Bi Metal Band Saw Blades

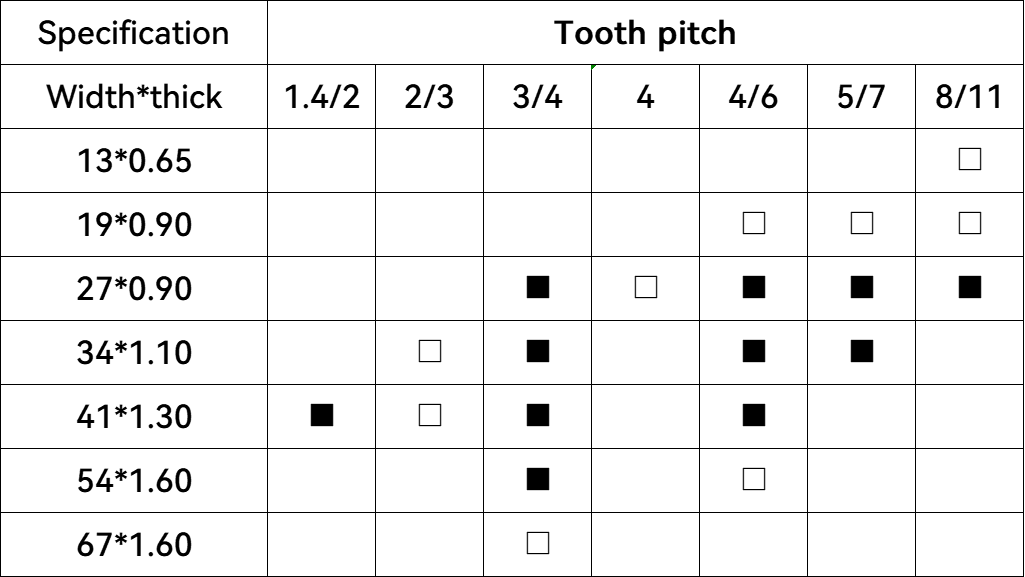
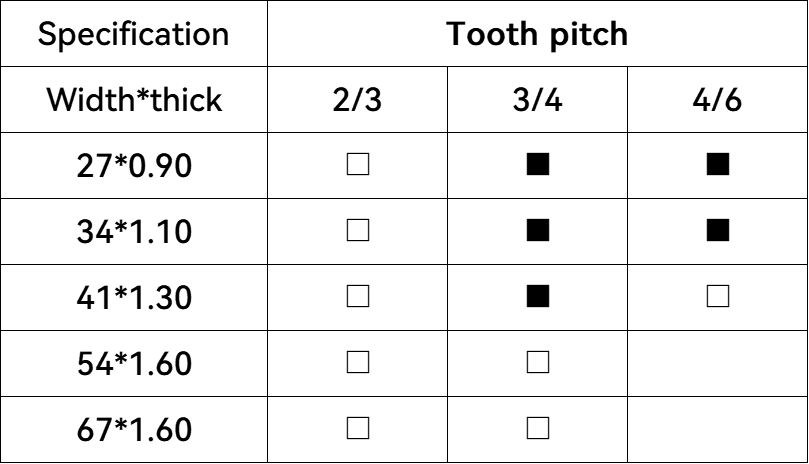
HP Types Bi Metal Band Saw Blade
Feature:
● The tooth material is made of special powdered high-speed steel, which has excellent wear resistance, red hardness and high impact toughness.
● High-performance back material provides excellent back material fatigue performance and back edge strength.
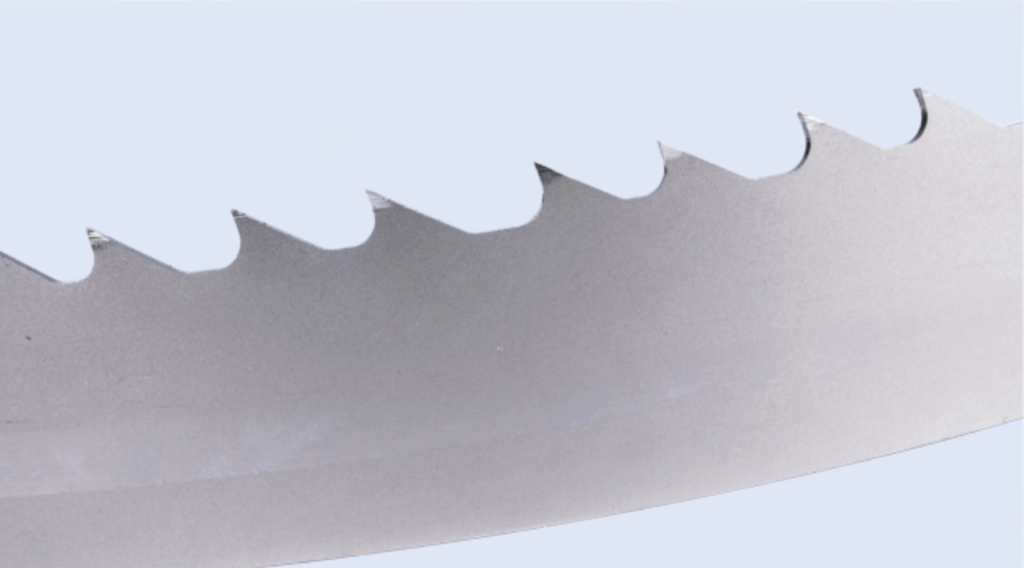
● Deep groove design facilitates smooth chip removal during efficient cutting.
Appropriate types:
Suitable for cutting difficult materials, such as alloy steel, bearing steel, mold steel, stainless steel, tool steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.
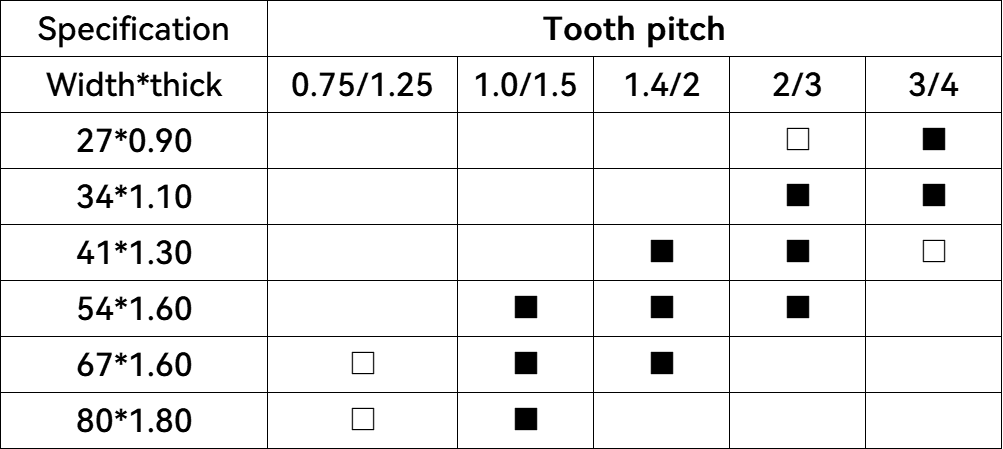
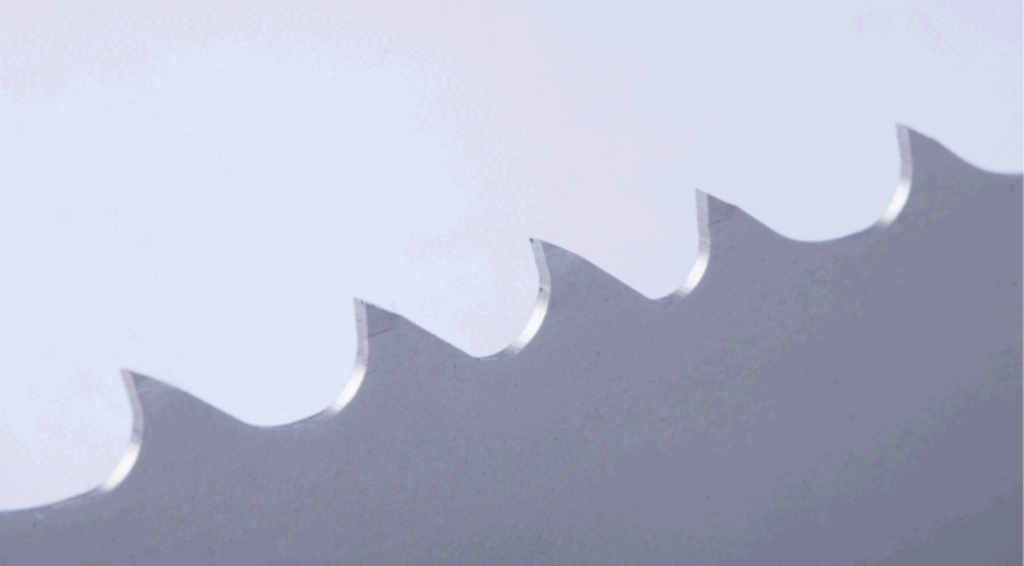
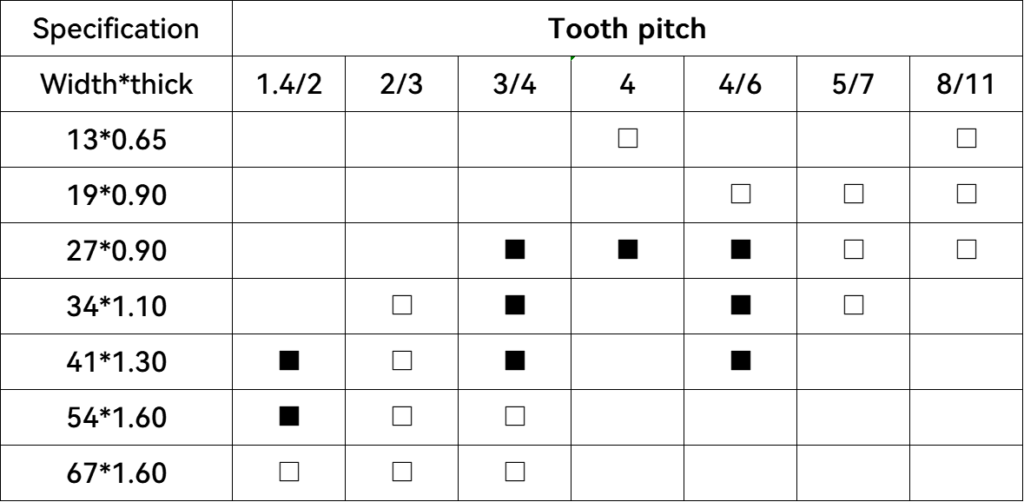
HL Types Bi Metal Band Saw Blade
Feature:
● Using optimized high and low tooth profile design, it has high penetration and high chip separation ability, which can effectively reduce the total cutting force when sawing difficult-to-cut materials, and has very good chip removal ability and good resistance. Bevel cutting ability.
● Can cut metal materials with hardness up to 40HRC and below.
Appropriate types:
Very suitable for cutting large and difficult solid metal materials, especially for cutting various types of stainless steel and titanium alloys. It is also suitable for sawing mold steel, tool steel, nickel-based alloys and other materials.
About inventory:
■ In stock;
□ Out of stock, need to order.

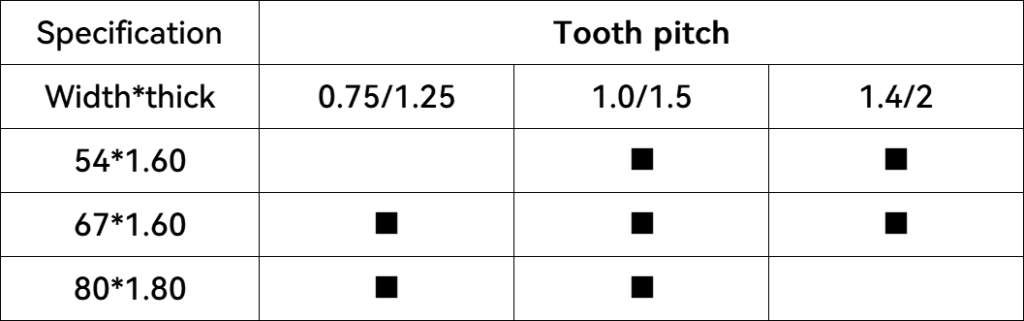
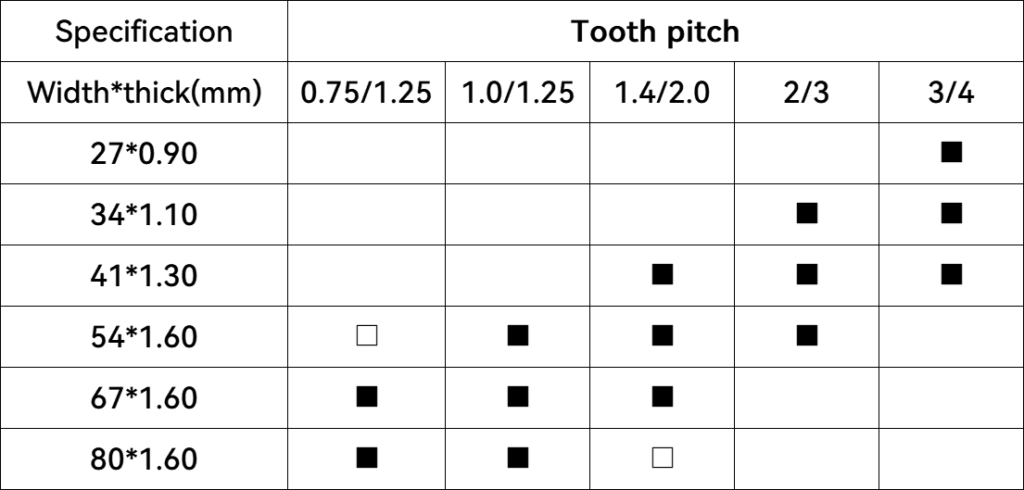
HG Types Bi Metal Band Saw Blade
Feature:
● The cutting edge is smooth and resistant to chip sticking, reducing the dependence of the band saw blade on running-in.
● The self-developed saw tooth design is adopted to reduce sawing vibration, reduce cutting resistance, and improve the durability of the bimetal band saw blade.
● The saw teeth are formed by high-precision grinding, which greatly improves the tool life when processing large-size materials and difficult-to-cut materials.
Appropriate Types:
● Mold steel, stainless steel, tool steel, etc.
● Efficient cutting of large metal materials that are prone to tooth sticking, such as copper, medium and high alloy steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.


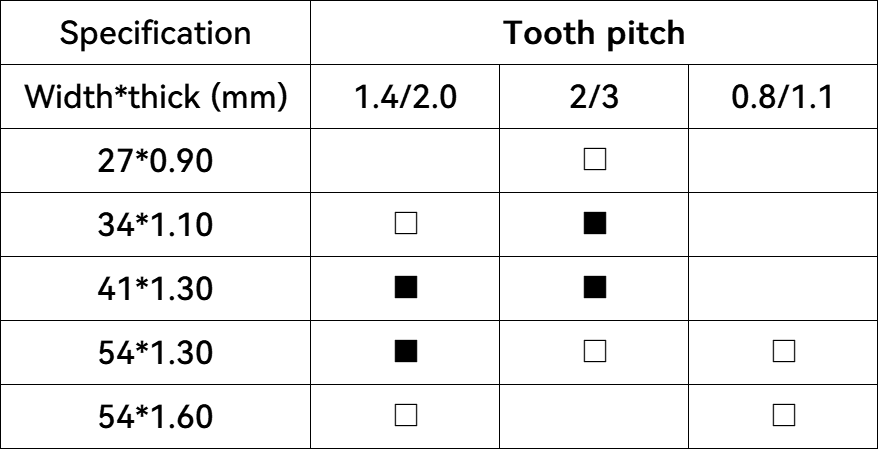
HU Types Bi Metal Band Saw Blade
Feature:
Patented product.
Appropriate types:
A full range of specifications to choose from, with a very wide range of uses, suitable for sawing many types of materials, including non-ferrous metals, carbon steel, stainless steel, structural steel, alloy steel, bearing steel, mold steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.
TT-A tensile tooth type bi metal band saw blade
Feature:
● Cost-effective universal tensile tooth product.
● The tooth shape is designed to resist pulling teeth, which is beneficial to reducing the occurrence of rows of pulling teeth when sawing pipe profiles.
Appropriate types:
Suitable for cutting small and medium-sized pipes, profiles and bundled materials of ordinary materials, as well as carbon steel, structural steel, low alloy steel, stainless steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.

TT-B tensile tooth type bi metal band saw blade
Feature:
● The tooth material is made of high-performance impact-resistant high-speed steel, which has excellent tooth wear resistance and impact resistance.
● High-performance backing material provides long cutting life.
The tooth shape is designed to resist pulling teeth, which is beneficial to reducing the occurrence of rows of pulling teeth when sawing pipe profiles.
Appropriate types:
Bundle sawing of large and medium-sized pipes and profiles, including: carbon steel, structural steel, low alloy steel, stainless steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.

TT-C tensile tooth type bi metal band saw blade
Feature:
●The combination of advanced heat treatment process and tooth profile optimization gives the saw blade a good cutting life.
●The tooth shape is designed to resist pulling teeth, which is beneficial to reducing the occurrence of rows of pulling teeth when sawing pipe profiles.
Appropriate types:
●Widely suitable for cutting various profiles, pipes, bundled materials, and carbon steel, structural steel, low alloy steel, stainless steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.
Chapter 6
Types of Carbide band saw blades

MT types Carbide band saw blade
Feature:
● Using multi-chip design, high cutting efficiency and good cross-section quality.
● The split-tooth type product is specially designed for difficult-to-cut materials and adopts high-precision tooth tip grinding technology and split-tooth technology. It is especially suitable for sawing difficult-to-cut materials.
● Suitable for sawing stainless steel, surface hardened steel, nickel-based alloys and other difficult-to-cut materials.
Appropriate types:
stainless steel, duplex stainless steel, titanium and titanium alloys, nickel-based alloys, high-temperature alloys, tool steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.

MRT types Carbide band saw blade
Feature:
● Specially designed for high-speed cutting, especially suitable for high-speed cutting of non-ferrous metals such as aluminum.
● Specially designed tooth shape can effectively reduce cutting force and promote chip removal.
● Advanced tooth tip welding technology effectively reduces tooth failure.
● Using high-alloy spring steel heat treatment technology and advanced surface treatment technology, it has a high anti-fatigue life.
Appropriate types:
Suitable for high-speed automatic cutting of aluminum, aluminum alloys, copper and other non-ferrous metals.
About inventory:
■ In stock;
□ Out of stock, need to order.


URT types Carbide band saw blade
Feature:
● Using three-chip chip separation design, it has high cutting efficiency and excellent cross-section quality.
● High-precision tooth tip grinding technology and optimized tooth profile design, with good versatility.
● Suitable for sawing bronze, titanium alloys, high-temperature alloys, and various difficult-to-cut steels. It is also suitable for manual feed cutting of aluminum and its alloys.
Appropriate types:
Bearing steel, titanium and titanium alloys, bronze and copper alloys, nickel-based alloys, high-temperature alloys, stainless steel, mold steel, alloy steel, tool steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.


UT types Carbide band saw blade
Feature:
● Using optimized three-chip chip separation design and tooth shape design, the appropriate saw chip shape is more conducive to chip removal and reducing cutting force.
● Excellent back material heat treatment process, with high back edge strength and fatigue life.
● Using imported ultra-fine grained carbide as the tooth tip, and adopting advanced tooth tip welding technology, which greatly improves the impact resistance of the tooth and effectively reduces tooth failure.
Appropriate types:
Bronze and copper alloys, bearing steel, stainless steel, titanium and titanium alloys, alloy steel, mold steel, tool steel, etc.
About inventory:
■ In stock;
□ Out of stock, need to order.


HTA types Carbide band saw blade
Feature:
● Specially designed for high-speed cutting, especially suitable for high-speed cutting of non-ferrous metals such as aluminum.
● Specially designed tooth shape can effectively reduce cutting force and promote chip removal.
● Advanced tooth tip welding technology effectively reduces tooth failure.
● Using high-alloy spring steel heat treatment technology and advanced surface treatment technology, it has a high anti-fatigue life.
Appropriate types:
Suitable for high-speed automatic cutting of aluminum, aluminum alloys, copper and other non-ferrous metals.
About inventory:
■ In stock;
□ Out of stock, need to order.
Request A Free Quote
We'd Like To Work With You
Send us a message if you have any questions or request a quote.
Our experts will give you a reply within 24 hours and help you select the right band saw machine you want.
- +86 182 6527 8599
- +86 182 6527 8599
- luban@lubancncmachine.com